1.4 MFDC 1000Hz中频电阻焊系统

中频焊系统,在变压器尺寸和重量非常小的情况下,能输入高的能量。而小变压器能输出相对高的能量,是由于变压器的频率从50Hz上升到1000Hz,大大减少了磁性材料的重量。
变压器二次回路输出通过整流桥整为直流,给焊枪一个直流电压,代替传统的交流。
能耗主要产生在二次的直流焊接电流过载后,为减小能耗,需进一步改善二次侧电路电感值。
中频技术在电阻焊机上应用的优点
·省电:小功率容量能产生高效率,这是传统的交流焊机达不到的。同样的重量能产生更大的功率,能应用在大的机械手焊枪上面,以及焊接厚板和高的电导材料(铝、电镀材料)。
·重量轻、体积小能提高焊接速度,改善焊接周期。
·在自动化应用中,一个中频变压器能取代许多低频变压器,简化二次回路的并联量。
·重量轻,解决了集成化问题,传统焊枪重量超过80-90KG时,只能应用在低价值的货车以及小规模工厂中。
·有效提高功率因数。
·焊枪周围电感较低,焊接磁性电感材料时,不会影响焊接质量。
中频电阻焊系统图.
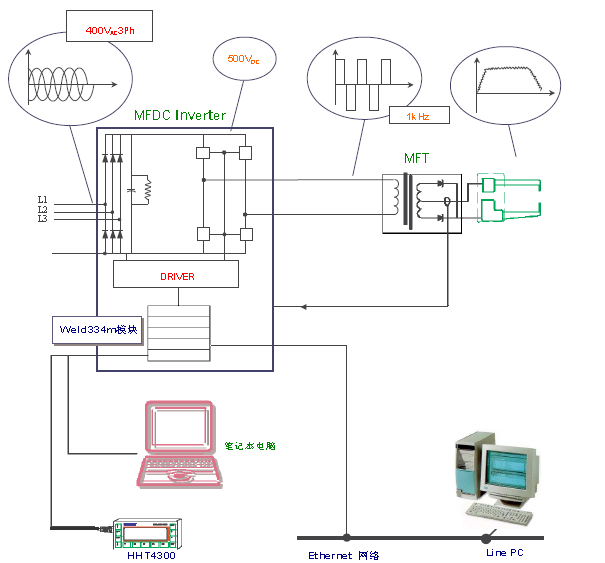
·中频焊机的电源是三相电源供电,负载平衡对称的分配在电源上。
·抗电源波动能力:部分能量存储在变频器中,当电网网压下降时,可释放出来给负载。
·能给集成焊枪的PTI更多的能量,当然还得需要免维护的电缆。
·更快速和精确的电流控制,能比在低频条件下纠正更多的参数。
·迅速达到设定的电流值,比低频焊机要快20倍。
·更好的工艺,多数金属采用直流电阻焊效果是非常好的。
·中频比传统的工频技术更先进,对有损伤和异常的可控硅照旧使用,不受影响。
·节省焊接能耗和周期时间,减少操作成本。
中频焊接系统特点
传统的加热用电流调整是靠调整主电源相位来实现的。这就需要应用50-60Hz的正弦波到负载上去。
开关电源能完成以上功能,它包含4个并联的IGBT元件(水冷或风冷)。
单相电压应用到电阻焊机上,会产生许多问题,相位不平衡,电压下降,功率因数低,影响别的用电装置。
·变频器能产生和控制中频能量,它能代替可控硅,三相电源变化时它能吸收并平衡。
·调整1000Hz脉冲可控制能量持续的暂载率。
·焊接变压器的原边是1000Hz的方波。
·变频器采用水冷和风冷两种方式,内部还有一个电容板,储存能量和过滤整流之后的杂波。
※ GF公司提供的中频电阻焊系统有4种规格的 变频器和多种规格的变压器。此外GF公司还提供一系列完整的符合多标准的焊机控制箱,亦可根据用户要求订做。